

Kaplama sistemleri yüzey özelliklerini iyileştirmek amacıyla uygulanan bir mühendislik çözümüdür. Arzulanan özelliklere, altlığa ve teknik sınırlamalara bağlı olarak çok çeşitli kaplama yöntemleri mevcuttur. Metalik parçalarda korozyon en kritik mühendislik problemlerden bir tanesidir. Bu nedenle yüzey kaplamalar ile metalin korunması sağlanmaktadır.
Korozyonun oluşumu metalin çevresi ile etkileşimleri ve reaksiyonları sonucundadır. Metallerin iletken olması nedeniyle açık atmosferde elektrokimyasal korozyon meydana gelmektedir. Korozyonun oluşumuna karşı tamir, boyama ve korozyon hızını azaltıcı kimyasal kullanımına gereksinim doğmakta ve bunlar önemli bir bakım ve/veya koruma maliyeti oluşturmaktadır. Bunun yanında korozyon, dolaylı olarak çeşitli metalik mühendislik yapılarının zarar görmesine, sistemin işlevinin azalmasına ve performans kaybına ve hatta çevresel olumsuzluklara neden olabilmektedir.
Yukarıda belirtilen açıklamalara dayanarak, metallerin kaplama ile korozyon direncinin arttırılması imalat açısından oldukça önem ve ilgi kazanmaktadır. Her kaplama yönteminin kendine özgü karakteristik özellikleri vardır. Termal, kimyasal ve mekanik kaplama proseslerinde kaplamanın kalitesini ve performansını etkileyen belirli parametreler vardır. Bunlar arasında sıcaklık, süre, çözeltinin veya toz malzemenin kimyasal kompozisyonu göz önünde bulundurulmalıdır. Bu nedenle kaplama yöntemi seçiminde dikkatli olunmalı, arzulanan özelliklere ve performansa bağlı olarak yöntem, kaplama malzemesi seçimi yanında, ekonomik kriterler ve proses sınırları göz önünde tutulmalıdır.[1]
[1] Metals Handbook, Vol 13. Corrosion.edition 9,1997
Kaplama sektöründe küçük parçalar tamburlu sistemle kaplanmaktadır. Bunun için parçalar genellikle load cell tartımlı bir bölümde tartılarak istenen miktarda bir tambura boşaltılır.
Askılı sistemlerde ise kaplanacak parçalar el ile askı kancalarına asılır. Yüklemeden sonra tambur veya askı sıralı dizilmiş banyolara daldırılarak sıcak yağ alma, yıkama, duruluma, aktivasyon, kaplama, kurutma gibi işlemlerden geçirilir.
Parçaların sağlıklı yıkanabilmesi, kaplanabilmesi ve kurutulabilmesi için tamburlu tesislerde dönme, askılı tesislerde ise dikey veya yatay mekanik hareketlerin yaptırılması gereklidir. Kimyasal tesisin; kapasite, parça boyut-adetlerine ve kaplama şekline göre istasyon dizilimleri ve robot sayıları genellikle kimyacılar tarafından tasarlanır.
Tesisler monte edilecek fabrika alanına göre I, U (O) veya E şeklinde, yükleme bir taraftan boşaltan diğer taraftan veya yükleme ve boşaltma aynı taraftan yapılabilmektedir. Bu işlemlerin ardışık işlemler ile standart süre, ısı, akım, adımlarda ve hızlarda yapılması ancak tam hem elektriksel hem donanımsal alt yapı ile mümkündür.
Kaplama Çeşitleri ;
- Çinko Kaplama
- Nikel Kaplama
- Krom Kaplama
- Bronz Kaplama
- Kataforez Kaplama
- Fosfat Kaplama
- Eloksal Kaplama
- ABS Kaplama
- Altın, Gümüş vb. değerli Maden Kaplama
- Deep SPIN Lak
ve daha fazlası kendisine özgü gereksinimlerle uygulanmaktadır.
İşte tamda burada; aynı kalitede, işgücü, enerji ve zaman kaybı olmadan seri kaplama yapabilmek için otomasyon sistemine ihtiyaç duyulmaktadır.
Bunun için kimyasal işlem adımları belirlenmiş bir metal veya plastik üzeri kaplama prosesinin verimli ve kaliteli işleyebilmesi için banyolarının ve taşıyıcı robot mekanizmalarının tasarlanıp üretilmesi gerekmektedir. Üretilen her banyonun ihtiyacına göre monte edilecek, rezistans, seviye, ph, iletkenlik sensör, dozlama, sirkülasyon pompası, filtre, redresör, vb. saha kontrol ürünlerinin montajı yapılır. Mekanik montajları biten elektrik-elektronik ürünlerinin istenilen şekilde çalışması için yapılan donanım ve yazılım bileşenine kaplama tesisi otomasyonu diyoruz.
Kaplama tesisleri otomasyon yazılımları ile yüzey işlem işi yapan imalatçılar ciddi standartlara ve özelliklere sahip olmaktadırlar.
BUROSSA OTOMASYON LTD. ŞTİ. olarak kurulduğu Ocak 1998 yılında ilk projesinde Kaplama tesisi ile çalışma hayatına adım atmıştır. Yurtiçi ve yurtdışında yüzlerce kaplama tesisi otomasyon referansı olan BUROSSA öz değerlerini koruyan ve kendisini sürekli yenileyerek müşterilerine kalıcı hizmetleri ilke edinmiş bir firmadır. Detaylar için Hakkımızda kısmını ziyaret edebilirsiniz.

Firmamız, saha performansı yüksek SIEMENS PLC ile yazılım performansı ve kabiliyeti yüksek bilgisayarı haberleştirerek Kaplama tesislerinde başarılı çalışmalar gerçekleştirmiştir. Bu çalışmalar neticesinde esneklik, hız, kullanım ve işlevsellik kolaylığı vb. gibi gelişmeler sağlamış oldu.
Teknolojinin vermiş olduğu tüm imkanları kullanarak; tesis yazılımlarımızda Windows tabanlı görselleştirme, veri tabanı bağlantısı ile müşterinin MRP sistemlerinden veri okuma-yazma, VPN üzerinden internet uzaktan bakım, barkod, kablosuz haberleşme olanaklarını müşterilerimizin hizmetine sunmuş bulunmaktayız. Önümüzdeki yıllarda dijital görüntü işleme ile parça izleme, SMS ve e-posta yoluyla otomatik arıza bildirimi vb. gibi yenilikleri müşterilerimize sunma hedeflerimiz var.
Firmamız müşteri odaklı çalışmaktadır. Kendi klasik kaplama tesisi yazılımlarımızın ötesinde müşterilerimizin özel isteklerini mutlaka dikkate alıyor ve yazılımlarımızı gerçekleştirmeye çalışıyoruz. Bu durum müşterilerimizin isteklerini yerine getirirken bizim de bu konuda gelişmemize katkı sunmuş oluyorlar.
Her müşteri en iyi verimi, ürün kalitesini, izlenebilirlik, güvenlik, esneklik, kullanım ve verimlilik kolaylığı kısacası kendi taleplerini karşılayan bir sistem istiyor. Yine her müşteri teknik sıkıntılarında kendisine destek olacak yazılım ortağı istiyor. Bu tür müşteri beklentileri bizim misyonumuz oldu. Müşterilerimiz ile iş birliği yaparak oluşan sorunları tek tek çözmek konusuna büyük önem veriyoruz.
Kaplama tesis otomasyonlarımız; (PN) Profinet haberleşme ürünlerine sahip, SIEMENS S71500 PLC, SIEMENS operatör panel, PC, giriş/çıkış modülleri, sürücüler, yatay-dikey lazer cetveller, kablosuz haberleşme modülleri, şalt malzemeler vb. elektrik elektronik ürünlerinden oluşmaktadır. Firmamız tarafından tasarlanan otomasyon panoları imal edildikten sonra tarafımızdan Know How programlarımız SIEMENS PLC, SIEMENS operatör panel ve PC’ ye yüklenerek devreye alma çalışmaları gerçekleştirilir.
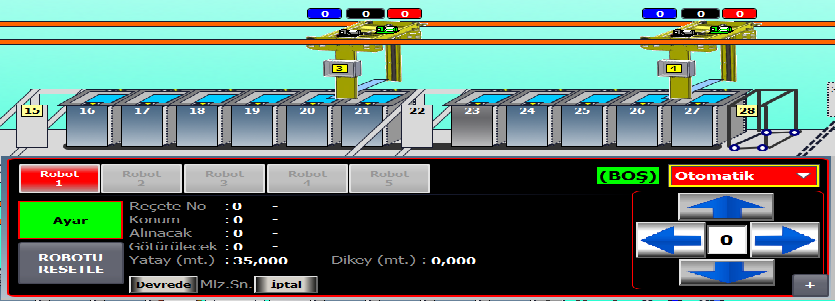
Öncelikle işlem adımlarını oluşturan parametrelerin her seferinde operatör tarafından kolaylıkla seçilebilmesi için otomasyon sistemimizde reçete sistemi vardır. Reçeteler operatör tarafından elle seçilebildiği gibi opsiyonel olarak sabit veya el barkodu ile de seçilebilmektedir.
Reçete adımlarında en az; işlem adımları, banyoda kalma süreleri, süzülme süreleri, redresör akım-voltaj değerleri vb. parametrelerden oluşmaktadır.

Kullanmış olduğumuz programda robotların ayar, manuel ve otomatik şekilde kazanlara malzeme bırakımlarında otomatik doldurma ve kontroller sorunsuz çalışmaktadır.
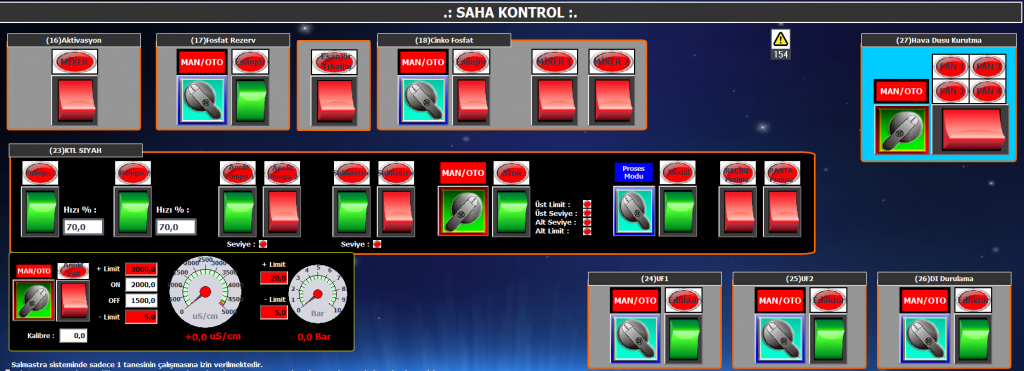
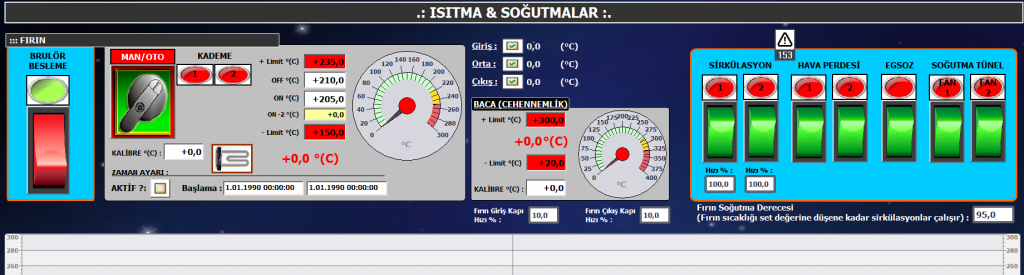
Saha elemanlarında olan pompa, filtre, dozaj, ısıtma soğutma, blower, havalandırma, KTL eklentileri, duşlama, mekanik hareket ve diğer tüm gereksinimler otomasyon yazılımları ile kontrol edilmektedir.

Aynı zamanda reçete sistemimizde Serverdan (Fabrikaya Ait Server) çekilen iş emri nos’ una göre reçete seçimi ve reçete uygulamaları gelişmiş şekilde uygulanmaktadır. (Seçime bağlı olarak).
Kaplama otomasyon sistemi bir taraftan mekanik ve elektriksel işlemlerini yaparken bir taraftan da tesisin PLC ve PC’ si Fabrika SERVER PC’ deki MSSQL veri tabanı ile bağ kurulup, İş Emri numarasına karşılık gelen reçete işletilebilmektedir.
Buna ilişkin veriler veri tabanımızda ayrıntılı bir biçimde tutulmakta ve istenildiğinde Excel tablosu şeklinde işlenebilmekte ve depolanabilmektedir.
Veri tabanı raporlamamızda Kazanın (İş emrinin ilk dolumu ve takibindeki kazanlara giriş zamanı) Dolum tarih saati, hangi robot tarafından taşındığı, Sonraki götürülecek olduğu kazan numarası, Reçete no’ su, reçete adımı, reçetedeki zamanı, buna binaen ne kadar durduğu (karşılaştırma açısından), iş emri numarası, redresör akımı, voltajı, manuel konumda mı otomatik konumda mı işlem gördüğü, süresi değiştirilmiş mi ?, kullanıcı mı değiştirmiş? Otomatik mi boşaltılmış?, kullanıcımı boşaltmış ? Tüm bu veriler ayrıntılarıyla tutulmaktadır.

Reçete sistemimizde reçete no’ su, reçete adımı, kazan dolu-boş, iş emri no’ su, robot no su, askı ve veya bara no’ su vb. istenilen verileri süzebilen kapsamlı bir veri tabanına sahip tesis programı çalışmaktadır.